 English
English
COMAINTEL’s Induction Roll Heating Systems Address “Tight Edge” issues for Optimal Profile Control
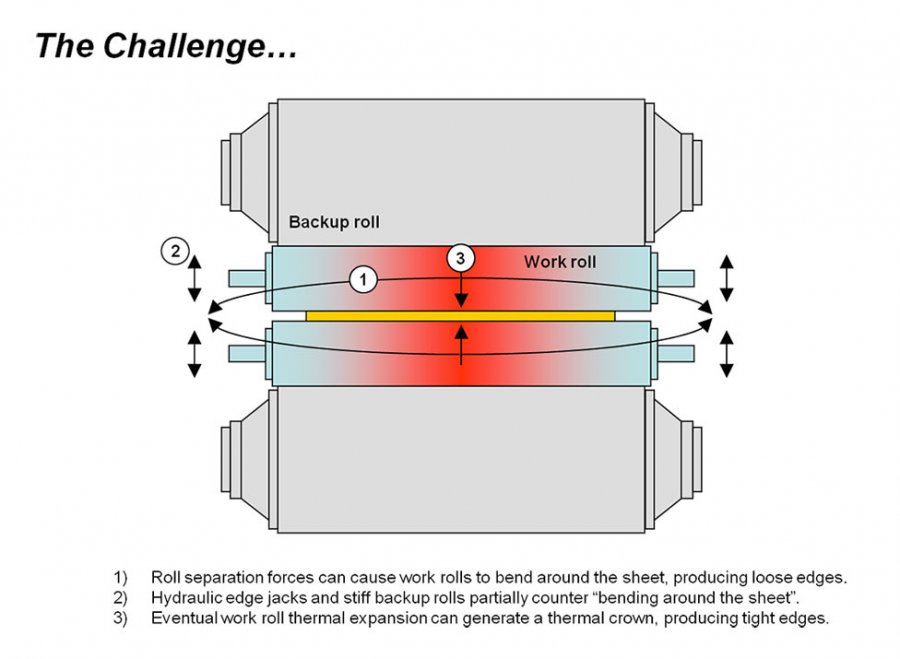
Achieving the best possible flatness is one of the main objectives of Metal Rolling. However for most alloys, the edges of the sheet will be slightly thinner than the center (Positive Crown) usually observed at the beginning to the Rolling process and afterwards the thickness of the edges will increase due to uneven temperature distribution (Wedge Effect).
Rolling Mills are equipped with mechanical systems (e.g. Hydraulic Pistons) and Lubricant Systems (e.g. Zone Cooling Sprays) to try to improve Gauge Profile Control.
Production and Operational Issues:
Even with all the existing actuators used to control the Flatness and Profile issues, the Gauge Control Systems regularly don’t address the Quality Output requirements.
Therefore causing:
- Edge Cracking and Strip Breaks;
- Reduce coiling speeds (to reduce Edge Cracking and Strip Breaks);
- Premature wear of Work Rolls due to high negative bending pressure and reduced coolant spray at edges;
- Irregular Gauges along sheet through temperature variances along Work Rolls
Solution:
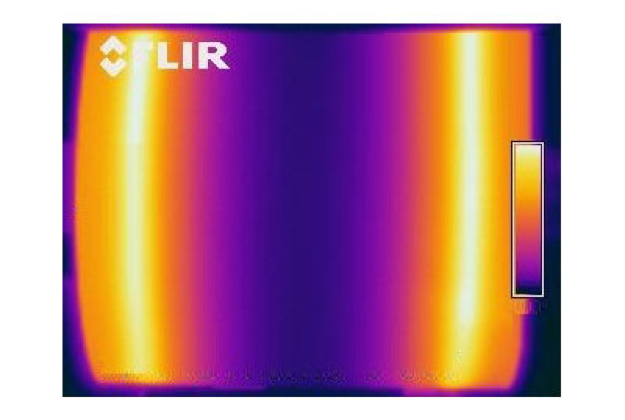 Induction Roll Heating is applied to the Work Rolls (WR) at the edges of metal sheet to increase zoned independent WR diameter (using induction heating) to control flatness where the Actuators and Lubricant Systems can’t control sheet gauge (often required at the metal sheet edge positions). The Induction Heating technology has proven to be very efficient and cost effective bringing a quick ROI. Clients are confirming mill speed increase up to 67%, along with improved metal sheet profile.
Induction Roll Heating is applied to the Work Rolls (WR) at the edges of metal sheet to increase zoned independent WR diameter (using induction heating) to control flatness where the Actuators and Lubricant Systems can’t control sheet gauge (often required at the metal sheet edge positions). The Induction Heating technology has proven to be very efficient and cost effective bringing a quick ROI. Clients are confirming mill speed increase up to 67%, along with improved metal sheet profile.
Based on Rolling Mill implementation of Comaintel’s Induction Heating technology, it has generated many benefits:
- Reduce Down Time with less Edge Cracking and Strip Breaks;
- Increase Mill Speed sharply (up to 67%);
- Significantly reduce Crown and Wedge Effects;
- Reduce Bending force allowing less Work Roll wear;
- Up to 90% Power efficiency;
- Significant reduction in energy costs compare to conventional hot lubricant sprays;
- 30 mm Opticoil 6kW and 30 mm Opticoil LC 12 kW (Most powerful in the market);
- Opticoil LC: Liquid Cooled for more power and increase Work Roll temperature;
- ROI in just a few months.
An Improved Approach!
Zone-controlled lubricant sprays with induction edge-heaters correct basic shape variations more efficiently, by cooling the work roll where needed and heating the edges.

Comaintel’s Induction System suggested for Edge Heating :
The Optimal Approach!
Zone-controlled lubricant sprays and Comaintel’s induction Opticoils (Induction Heating on full roll width) correct even complex shape variations, by both heating and cooling the work roll to directly attack loose and tight regions of the profile.

Comaintel’s Induction System suggested for Preheating or Full width Heating :