 English
English
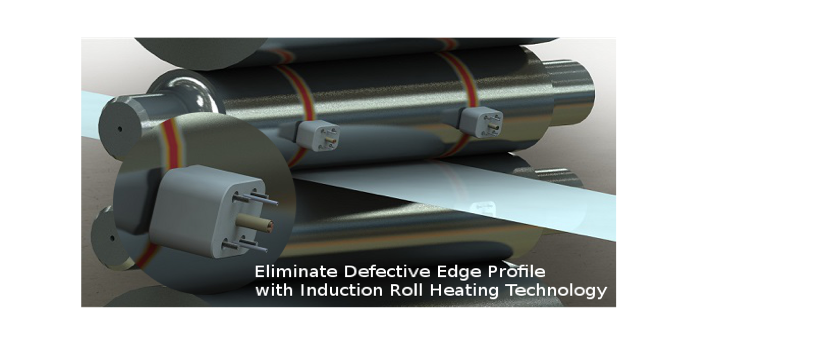
Eliminate Defective Edge Profile with Induction Roll Heating
The Challenge:
Our client (a Major Aluminum Company) was experiencing quality and productivity issues in the manufacturing of Aluminium Thin Gauge Flat Sheet. As customer requirements and demand for wider sheet increased, it brought production problems affecting the speed of the Rolling Mill and the quality output of the finished products.
- Mill Speed reduced to about 72% of mill speed capacity;
- Use of Bending and Zone Coolant Sprays aren’t efficient to conform to quality control (mainly at edges);
- Shape Correction control across the entire roll length aren’t correcting Unacceptable Edge Profile;
- Unnecessary slitting sheet edges because of flawed edge profile quality.
Objective: Find a solution to reduce waste produced and increase mill speed for better productivity.
The Solution:
Induction Roll Heating Systems (IRHS) have been invented to address Gauge and Caliper Control in the Rolling Processes. Widely used and a proven solution in the Paper industry, the Induction Roll Heating system is designed to efficiently and rapidly control zone controlled Work Roll diameter using a non-contact, and highly efficient energy source (up to 95%).
By heating independent zone (30mm to 120mm), Comaintel’s IRHS controls the work roll diameter, by zone, to the optimal dimension without using bending actuators excessively which would affect the sheet gauge and profile all across. The high power efficiency of Comaintel’s IRHS allows to rapidly reach the targeted gauge and profile at sheet edges therefore accelerating production start-ups.
Comaintel’s Solution implemented:
 Installed 30mm Comaintel Induction OptiCoil LC (2) on an automated positioning supports (at each ends);
Installed 30mm Comaintel Induction OptiCoil LC (2) on an automated positioning supports (at each ends);- Comaintel OptiDriver 12 kW Power Module, providing the potential power equivalent of 400kW per linear foot;
- Comaintel’s Serial link communication to connect the monitoring and control systems.
- In summary, the heat applied to the roll using induction corrected work roll deformation caused by irregular nip friction across the entire length (mostly creating heat at the center of the roll and reduced temperature at sheet edges). By using induction, the work rolls edges (edges of metal sheet) are heated appropriately to increase Work Roll Edges diameter eliminating gauge and profile issues, and edge cracks leading to strip breaks and rejected products through Quality Control.
The Results:
Comaintel’s IRHS brought tangible results to this client which generated significant payback:
- Increased Mill Speed by more than 20%;
- Reduced almost all strip breaks, reducing downtime due to strip breaks to a minimum;
- Increased Coil Production significantly by improving gauge and profile control;
- Reduced flawed edge waste;
- Accelerated production start-ups leading to significant production efficiency;
- Increased Mills profitability: ROI in just a few weeks.
COMMENTS (0)
No comments found.